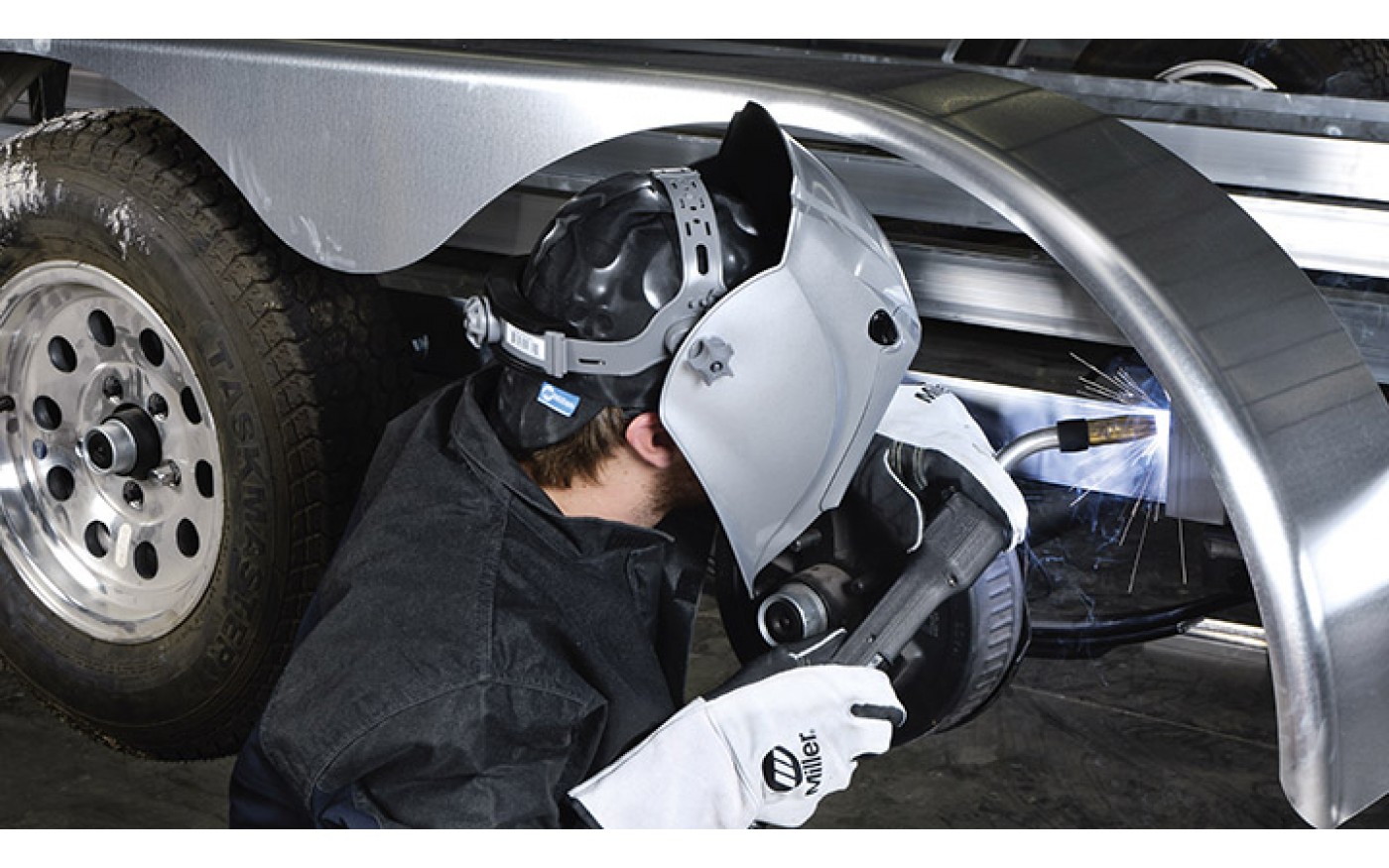
Hàn MIG nhôm có thể khó, vì nó rất khác với hàn MIG thép nhẹ. Thực hiện theo các hướng dẫn dưới đây để tìm hiểu các yếu tố chính cần xem xét.
Chìa khóa để hàn nhôm
Nhôm ở dạng nguyên chất là một kim loại tương đối mềm có nhiều công dụng, nhưng cần phải thêm (các) hợp kim để tăng độ bền của nó. Do đặc tính của nhôm rất khác so với thép nên việc làm việc với nhôm có thể gây ra một số thách thức riêng - chẳng hạn như biến dạng và nhạy cảm với nhiệt đầu vào. Bất chấp những vấn đề này, việc hàn MIG nhôm không quá khó khi sử dụng đúng thiết bị và thực hiện theo đúng quy trình.
Hãy ghi nhớ những yếu tố quan trọng này khi hàn MIG nhôm cho ứng dụng của bạn.

Mẹo để bắt đầu
- Xem xét độ dày vật liệu: Độ dày vật liệu nhôm có thể hàn MIG là 14 gauge và dày hơn; công suất đầu ra của máy hàn xác định độ dày bạn có thể hàn. Để hàn MIG nhôm mỏng hơn 14 gauge (.074 inch), có thể cần sử dụng thiết bị hàn MIG xung AC hoặc TIG AC chuyên dụng.
- Giữ cho nhôm sạch sẽ: Nhôm phải được làm sạch kỹ lưỡng trước khi hàn, bao gồm cả việc loại bỏ bất kỳ chất bôi trơn trên bề mặt khỏi vật liệu. Loại bỏ oxit nên được thực hiện sau khi tẩy dầu mỡ bằng bàn chải thép không gỉ - bàn chải cầm tay hoặc bàn chải dạng chén đều được. Nếu sử dụng bàn chải điện, hãy giữ vòng quay trên phút và áp lực thấp để giảm làm mờ bề mặt vật liệu, điều này có thể đánh các oxit và tạp chất dưới bề mặt. Để tránh làm bẩn vật liệu nền, cần luôn làm sạch bằng bàn chải chỉ dùng riêng cho nhôm.
- Chọn loại khí bảo vệ phù hợp: Vì nhôm là kim loại màu nên nó đòi hỏi khí bảo vệ 100% thuần argon. Lưu lượng khí từ 20 đến 30ft3/giờ.
- Bạn nên sử dụng quy trình nào? Khi hàn MIG nhôm, chế độ đề xuất là chuyển dịch phun. Quá trình này là một sự chuyển dịch rất trơn tru của các giọt kim loại nóng chảy từ cuối điện cực đến vũng hàn. Các giọt kim loại băng qua hồ quang có đường kính nhỏ hơn so với điện cực. Không có hiện tượng đoản mạch trong quá trình chuyển dịch phun, tốc độ lắng đọng và hiệu quả tương đối cao. Tuy nhiên, hãy lưu ý rằng quá trình chuyển dịch phun liên quan đến một lượng nhiệt cao, tạo ra một vũng hàn lớn với độ thâm nhập tốt nên có thể khó kiểm soát. Không nên hàn trên các vật liệu mỏng hơn 14 gauge (.074 inch).
- Lựa chọn súng hàn và cấp dây: Lựa chọn súng và hệ thống cấp dây là bước quan trọng trước khi hàn MIG nhôm. Dây nhôm thường được cấp dây trên súng có cuộn dây ( spool gun ) hoặc với hệ thống kéo dây - đẩy dây. Trục dẫn dây súng hàn cải thiện việc cấp dây mềm bằng cách định vị cuộn dây nhỏ trên súng. Sử dụng loại súng hàn này sẽ loại bỏ khả năng rối dây vì dây chỉ đưa vào ở khoảng cách một vài inch. Với hệ thống kéo dây - đẩy dây, một động cơ trong súng sẽ kéo dây qua ống, trong khi một mô tơ trên bộ cấp dây hoạt động như một động cơ hỗ trợ. Tùy chọn này lý tưởng khi hàn xa bộ nguồn hàn và có thể tiện lợi và thân thiện hơn với người dùng.
- Vật liệu hàn phù hợp: Nhận biết vật liệu hợp kim nhôm nền và những điều kiện bộ phận hoàn thiện sẽ phải tuân theo. Hai loại dây hàn nhôm sẵn có nhất là ER4043 và ER5356. Liên hệ với nhà phân phối hàn tại địa phương của bạn hoặc đại diện vật liệu hàn nhôm để biết các khuyến cáo về hợp kim nhôm phù hợp với ứng dụng của bạn.
Kỹ thuật hàn
Trình độ kỹ năng của người vận hành, các loại mối nối và vị trí hàn - cũng như nguồn hàn - tất cả sẽ có ảnh hưởng lớn đến khả năng hàn nhôm. Hãy xem xét các kỹ thuật hàn này để giúp nâng cao kỹ năng của bạn.
- Sử dụng góc đẩy từ 10 đến 15o - đầu hàn và chụp khí hướng theo hướng di chuyển (Xem Hình 1). Việc kéo hoặc sử dụng góc kéo sẽ tạo ra các mối hàn bị rỗ, bẩn vì thiếu khí bảo vệ.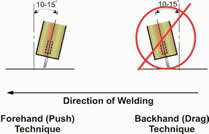
- Duy trì khoảng cách từ đầu hàn đến vật hàn thích hợp và để đầu hàn được lõm vào bên trong chụp khí khoảng 1/8 inch nếu có thể. (Xem Hình 2)
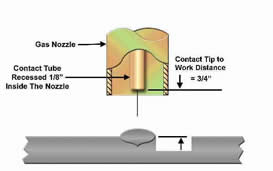
- Nhiệt phản xạ và vũng hàn rất nóng khi hàn MIG nhôm. Giữ đầu hàn gần hơn so với khuyến cáo có thể dẫn đến dây cháy lùi đầu hàn và các vấn đề tiếp xúc khác.
- Tránh các hạt hàn lớn trên nhôm. Nếu cần các mối hàn góc lớn, hàn nhiều lớp đường hàn thẳng sẽ mang lại vẻ ngoài đẹp hơn và ít có nguy cơ bị nguội, xuyên thủng và các khuyết tật mối hàn khác
- Cần phải tăng tốc độ di chuyển của đuốc hàn khi vật liệu hàn bị nung nóng trong quá trình hàn.
Khắc phục sự cố thường gặp
Nếu bạn gặp phải những thách thức phổ biến này khi hàn MIG nhôm, hãy xem xét các bước sau để giải quyết vấn đề.
Xuyên thủng (chảy qua) do vật liệu nền quá nhiệt
- Tăng tốc độ di chuyển và làm cho mối hàn ngắn hơn.
- Di chuyển xung quanh bộ phận, tản nhiệt ra.
- Sử dụng vật liệu dày hơn, thay đổi thiết kế mối nối hoặc chuyển quy trình hàn sang TIG AC.
- Loại bỏ / giảm khoảng cách.
Mối hàn bẩn
- Sử dụng kỹ thuật đẩy góc thay vì kỹ thuật kéo.
- Tăng điện áp để vào quá trình chuyển dịch phun.
- Sử dụng các kỹ thuật làm sạch kim loại cơ bản thích hợp, chẳng hạn như sử dụng bàn chải thép không gỉ.
- Kiểm tra khí bảo vệ và loại dây hàn thích hợp.
Thiết lập máy sai
- Kiểm tra nắp bên trong máy hàn Millermatic® của bạn để tối ưu hóa cách thiết lập khởi động hoặc để tinh chỉnh ứng dụng của bạn.
- Đặt mua bảng tính Máy hàn Millermatic MIG để có cài đặt khởi động tốt.
Dây cháy lùi đầu hàn trong hoặc khi kết thúc mối hàn
- Duy trì khoảng cách từ đầu hàn đến vật hàn thích hợp.
- Kiểm tra để đảm bảo kích thước đầu hàn, trục dẫn dây hàn và ruột dẫn dây súng hàn phù hợp với đường kính dây bạn đang sử dụng.
Rối dây ở phía trước hướng vào trên súng
- Kiểm tra và điều chỉnh độ căng trục dẫn dây hàn.
- Kiểm tra để đảm bảo các trục dẫn dây hàn khớp với đường kính dây.
- Thay đầu hàn nếu cần.
- Kiểm tra điều chỉnh lực ép trên ống dẫn súng.
Nguồn: Millerwelds.com






")
















![[Hướng dẫn] Cách hàn MIG nhôm thành công](https://www.hoathinh.com.vn/image/cache/catalog/tin-tuc/hàn mig nhôm 1-1-1200x750.jpg "[Hướng dẫn] Cách hàn MIG nhôm thành công")












 Và Cải Thiện Hiệu Quả Quy Trình Hàn Công Nghiệp")






![[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất](https://www.hoathinh.com.vn/image/cache/catalog/tin-tuc/giám sát giữ liệu hàn 2-1200x750.jpg "[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất")

")



